Účel náterových materiálov
Natieranie vonkajšieho povrchu oceľových rúr je kľúčové pre prevenciu hrdzavenia. Hrdzavenie na povrchu oceľových rúr môže výrazne ovplyvniť ich funkčnosť, kvalitu a vizuálny vzhľad. Proces nanášania náteru má preto značný vplyv na celkovú kvalitu oceľových rúrových výrobkov.
-
Požiadavky na náterové materiály
Podľa noriem stanovených Americkým ropným inštitútom by oceľové rúry mali odolávať korózii najmenej tri mesiace. Dopyt po dlhších obdobiach ochrany proti hrdzi sa však zvýšil a mnohí používatelia požadujú odolnosť 3 až 6 mesiacov pri vonkajšom skladovaní. Okrem požiadavky na dlhú životnosť používatelia očakávajú, že nátery si zachovajú hladký povrch a rovnomerné rozloženie antikoróznych prostriedkov bez akýchkoľvek preskakovaní alebo kvapkaní, ktoré by mohli ovplyvniť vizuálnu kvalitu.

-
Druhy náterových materiálov a ich výhody a nevýhody
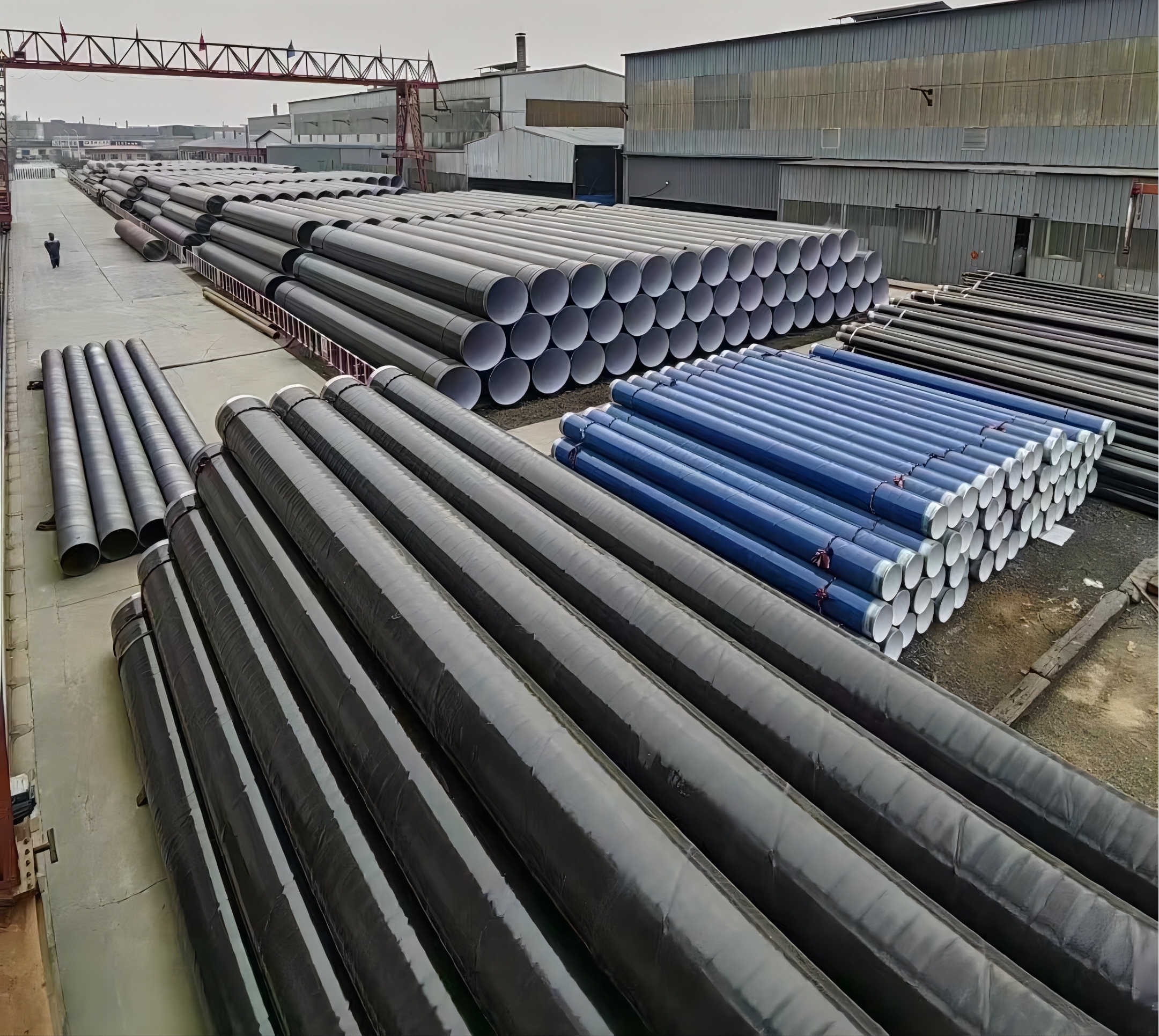
V mestských podzemných potrubných sieťach,oceľové rúrysa čoraz viac používajú na prepravu plynu, ropy, vody a ďalších materiálov. Povlaky pre tieto potrubia sa vyvinuli z tradičných asfaltových materiálov na polyetylénové živice a epoxidové živice. Používanie polyetylénových živicových povlakov sa začalo v 80. rokoch 20. storočia a s rôznymi aplikáciami sa komponenty a procesy povlakovania postupne zlepšovali.
3.1 Náter z ropného asfaltu
Náter z ropného asfaltu, tradičná antikorózna vrstva, pozostáva z vrstiev ropného asfaltu vystužených sklolaminátovou tkaninou a vonkajšou ochrannou polyvinylchloridovou fóliou. Ponúka vynikajúcu hydroizoláciu, dobrú priľnavosť k rôznym povrchom a nákladovú efektívnosť. Má však nevýhody, medzi ktoré patrí náchylnosť na zmeny teploty, krehkosť pri nízkych teplotách a náchylnosť na starnutie a praskanie, najmä v skalnatých pôdnych podmienkach, čo si vyžaduje dodatočné ochranné opatrenia a zvýšené náklady.
3.2 Epoxidový náter z uhoľného dechtu
Epoxid z uhoľného dechtu, vyrobený z epoxidovej živice a asfaltu z uhoľného dechtu, vykazuje vynikajúcu odolnosť voči vode a chemikáliám, odolnosť voči korózii, dobrú priľnavosť, mechanickú pevnosť a izolačné vlastnosti. Po aplikácii si však vyžaduje dlhší čas vytvrdzovania, vďaka čomu je počas tohto obdobia náchylný na nepriaznivé vplyvy poveternostných podmienok. Okrem toho si rôzne zložky používané v tomto náterovom systéme vyžadujú špecializované skladovanie, čo zvyšuje náklady.
3.3 Epoxidové práškové lakovanie
Epoxidové práškové lakovanie, zavedené v 60. rokoch 20. storočia, spočíva v elektrostatickom nanášaní prášku na vopred upravené a predhriate povrchy rúrok, čím sa vytvorí hustá antikorózna vrstva. Medzi jeho výhody patrí široký teplotný rozsah (-60 °C až 100 °C), silná priľnavosť, dobrá odolnosť voči katódovému oddeľovaniu, nárazom, flexibilita a poškodeniu zvarmi. Jeho tenšia vrstva ho však robí náchylným na poškodenie a vyžaduje si sofistikované výrobné techniky a zariadenia, čo predstavuje výzvy pri aplikácii v teréne. Hoci v mnohých aspektoch vyniká, v porovnaní s polyetylénom zaostáva, pokiaľ ide o tepelnú odolnosť a celkovú ochranu proti korózii.
3.4 Polyetylénový antikorózny náter
Polyetylén ponúka vynikajúcu odolnosť voči nárazu a vysokú tvrdosť spolu so širokým teplotným rozsahom. Vďaka svojej vynikajúcej flexibilite a odolnosti voči nárazu, najmä pri nízkych teplotách, sa hojne používa v chladných oblastiach, ako je Rusko a západná Európa, na potrubia. Pretrvávajú však problémy s jeho aplikáciou na potrubia s veľkým priemerom, kde môže dôjsť k praskaniu v dôsledku napätia a prenikanie vody môže viesť ku korózii pod náterom, čo si vyžaduje ďalší výskum a vylepšenia materiálov a aplikačných techník.
3.5 Silný antikorózny náter
Silné antikorózne nátery poskytujú výrazne zvýšenú odolnosť proti korózii v porovnaní so štandardnými nátermi. Vykazujú dlhodobú účinnosť aj v náročných podmienkach, s životnosťou presahujúcou 10 až 15 rokov v chemickom, morskom a rozpúšťadlovom prostredí a viac ako 5 rokov v kyslom, zásaditom alebo slanom prostredí. Tieto nátery majú zvyčajne hrúbku suchého filmu od 200 μm do 2 000 μm, čo zabezpečuje vynikajúcu ochranu a odolnosť. Široko sa používajú v námorných konštrukciách, chemických zariadeniach, skladovacích nádržiach a potrubiach.
-
Bežné problémy s náterovými materiálmi
Medzi bežné problémy s nátermi patrí nerovnomerné nanášanie, stekanie antikoróznych prostriedkov a tvorba bublín.
(1) Nerovnomerný náter: Nerovnomerné rozloženie antikoróznych činidiel na povrchu potrubia vedie k oblastiam s nadmernou hrúbkou náteru, čo vedie k plytvaniu, zatiaľ čo tenké alebo nepotiahnuté oblasti znižujú antikoróznu schopnosť potrubia.
(2) Odkvapkávanie antikoróznych prostriedkov: Tento jav, pri ktorom antikorózne prostriedky tuhnú na povrchu potrubia vo forme kvapôčok, ovplyvňuje estetiku, ale priamo neovplyvňuje odolnosť proti korózii.
(3) Tvorba bublín: Vzduch zachytený v antikoróznom prostriedku počas aplikácie vytvára bubliny na povrchu potrubia, čo ovplyvňuje vzhľad aj účinnosť náteru.
-
Analýza problémov s kvalitou náterov
Každý problém vzniká z rôznych dôvodov a je spôsobený rôznymi faktormi. Zväzok oceľových rúrok, ktorý sa prejavuje kvalitou problému, môže byť tiež kombináciou viacerých. Príčiny nerovnomerného náteru možno zhruba rozdeliť na dva druhy: nerovnomerný jav spôsobený striekaním po vstupe oceľovej rúrky do nanášacej skrine a nerovnomerný jav spôsobený nestriekaním.
Dôvod prvého javu je zrejmý a ľahko pochopiteľný. Keď oceľová rúra v nanášacom zariadení prúdi do nanášacieho boxu v 360° kruhu okolo 6 pištolí (pažnica má 12 pištolí), striekajú sa. Ak je veľkosť prietoku z každej pištole iná, vedie to k nerovnomernému rozloženiu antikorózneho prostriedku na rôznych povrchoch oceľovej rúry.
Druhým dôvodom je, že okrem faktora striekania existujú aj iné príčiny nerovnomerného náteru. Existuje mnoho faktorov, ako napríklad hrdza na oceľových rúrach, drsnosť povrchu, takže je ťažké rovnomerne rozložiť náter; povrch oceľových rúr zostáva pod tlakom vody, keď emulzia prichádza do kontaktu s náterom, čo spôsobuje, že konzervačná látka sa ťažko prichytáva na povrch oceľových rúr, takže časti oceľových rúr nie sú pokryté emulziou, čo vedie k nerovnomernému náteru celej oceľovej rúry.
(1) Dôvod visiacich kvapiek antikorózneho prostriedku. Prierez oceľovej rúry je okrúhly, takže pri každom nastriekaní antikorózneho prostriedku na povrch oceľovej rúry antikorózny prostriedok z hornej časti a okraja steká do spodnej časti vplyvom gravitácie, čo vytvára jav visiacich kvapiek. Výhodou je, že výrobná linka na povrchovú úpravu v továrni na oceľové rúry je vybavená pecami, ktoré dokážu včas zahriať a stuhnúť antikorózny prostriedok nastriekaný na povrch oceľovej rúry a znížiť tak tekutosť antikorózneho prostriedku. Ak však viskozita antikorózneho prostriedku nie je vysoká, po nastriekaní sa antikorózny prostriedok včas nezahreje, alebo teplota ohrevu nie je vysoká, tryska nie je v dobrom prevádzkovom stave atď., antikorózny prostriedok bude visieť.
(2) Príčiny penenia antikoróznej látky. V dôsledku vlhkosti vzduchu v prevádzkovom prostredí je nadmerná disperzia farby a pokles teploty počas disperzného procesu spôsobí bublanie konzervačnej látky. Vlhkosť vzduchu a nižšia teplota spôsobia, že sa konzervačná látka rozptýli do malých kvapôčok, čo povedie k poklesu teploty. Voda vo vzduchu s vyššou vlhkosťou po poklese teploty kondenzuje a vytvára jemné kvapôčky vody zmiešané s konzervačnou látkou, ktoré sa nakoniec dostanú do vnútra náteru, čo vedie k pľuzgieroveniu náteru.
Čas uverejnenia: 15. decembra 2023