Nerezová oceľ sa v živote vyskytuje všade a existuje množstvo modelov, ktoré je ťažké rozlíšiť. Dnes sa s vami podelím o článok, ktorý objasní tieto poznatky.

Nerezová oceľ je skratka pre nehrdzavejúcu oceľ odolnú voči kyselinám. Vzduch, para, voda a iné slabé korozívne médiá alebo nehrdzavejúca oceľ sú známe ako nehrdzavejúca oceľ. Keďže sú odolné voči chemickým korozívnym médiám (kyseliny, zásady, soli a iné chemické impregnácie), korózia ocele sa nazýva kyselinovzdorná oceľ.
Nerezová oceľ sa vzťahuje na vzduch, paru, vodu a iné slabo korozívne médiá a kyseliny, zásady, soli a iné chemické korozívne médiá, ktoré korozujú oceľ, tiež známa ako nerezová kyselinovzdorná oceľ. V praxi sa často nerezová oceľ so slabým korozívnym médiom nazýva nerezová oceľ a chemickým médiom sa nazýva kyselinovzdorná oceľ. Vzhľadom na rozdiely v chemickom zložení týchto dvoch typov, prvá z nich nie je nevyhnutne odolná voči chemickej korózii, zatiaľ čo druhá je vo všeobecnosti nerezová. Odolnosť nerezovej ocele proti korózii závisí od legujúcich prvkov obsiahnutých v oceli.
Spoločná klasifikácia
Podľa hutníckej organizácie
Všeobecne sa podľa metalurgickej organizácie bežné nehrdzavejúce ocele delia do troch kategórií: austenitické nehrdzavejúce ocele, feritické nehrdzavejúce ocele a martenzitické nehrdzavejúce ocele. Na základe základnej metalurgickej organizácie týchto troch kategórií sa pre špecifické potreby a účely odvodzujú duplexné ocele, nehrdzavejúce ocele s precipitačným spevnením a vysoko legované ocele s obsahom železa menej ako 50 %.
1. Austenitická nehrdzavejúca oceľ
Matricová až plošne centrovaná kubická kryštálová štruktúra austenitickej organizácie (fáza CY) je prevažne nemagnetická, najmä prostredníctvom tvárnenia za studena, aby sa spevnila (a môže viesť k určitému stupňu magnetizmu) nehrdzavejúcej ocele. Americký inštitút pre železo a oceľ označil sériu 200 a 300 číselnými značkami, napríklad 304.
2. Feritická nehrdzavejúca oceľ
Matricová až telesocentrická kubická kryštálová štruktúra feritovej organizácie (fáza) je dominantná, magnetická, vo všeobecnosti sa nedá kaliť tepelným spracovaním, ale tvárnením za studena sa dá mierne spevniť nehrdzavejúca oceľ. Americký inštitút pre železo a oceľ uvádza 430 a 446 pre označenie.
3. Martenzitická nehrdzavejúca oceľ
Matrica má martenzitickú organizáciu (objemovo centrovanú kubickú alebo kubickú), magnetickú, tepelným spracovaním môže upraviť svoje mechanické vlastnosti nehrdzavejúcej ocele. Americký inštitút pre železo a oceľ označuje čísla 410, 420 a 440. Martenzit má pri vysokých teplotách austenitickú organizáciu, ktorá sa po ochladení na izbovú teplotu vhodnou rýchlosťou môže premeniť na martenzit (t. j. stvrdnúť).
4. Austenitická a feritová (duplexná) nehrdzavejúca oceľ
Matrica má dvojfázovú organizáciu austenitickej aj feritovej, pričom obsah menšej fázy matrice je vo všeobecnosti vyšší ako 15 %. Je magnetická a dá sa spevniť tvárnením za studena. 329 je typická duplexná nehrdzavejúca oceľ. V porovnaní s austenitickou nehrdzavejúcou oceľou má duplexná oceľ vysokú pevnosť a výrazne zlepšuje odolnosť voči medzikryštalickej korózii, korózii spôsobenej chloridovým napätím a bodkovej korózii.
5. Nerezová oceľ s precipitačným kalením
Matrica má austenitické alebo martenzitické usporiadanie a môže byť kalená precipitačným kalením, čím sa z nej stane kalená nehrdzavejúca oceľ. Americký inštitút pre železo a oceľ má digitálne označenie série 600, napríklad 630, teda 17-4PH.
Vo všeobecnosti je okrem zliatin austenitická nehrdzavejúca oceľ odolná voči korózii lepšia. V menej korozívnom prostredí môžete použiť feritickú nehrdzavejúcu oceľ. V mierne korozívnom prostredí, ak sa od materiálu vyžaduje vysoká pevnosť alebo tvrdosť, môžete použiť martenzitickú nehrdzavejúcu oceľ a nehrdzavejúcu oceľ s precipitačným kalením.
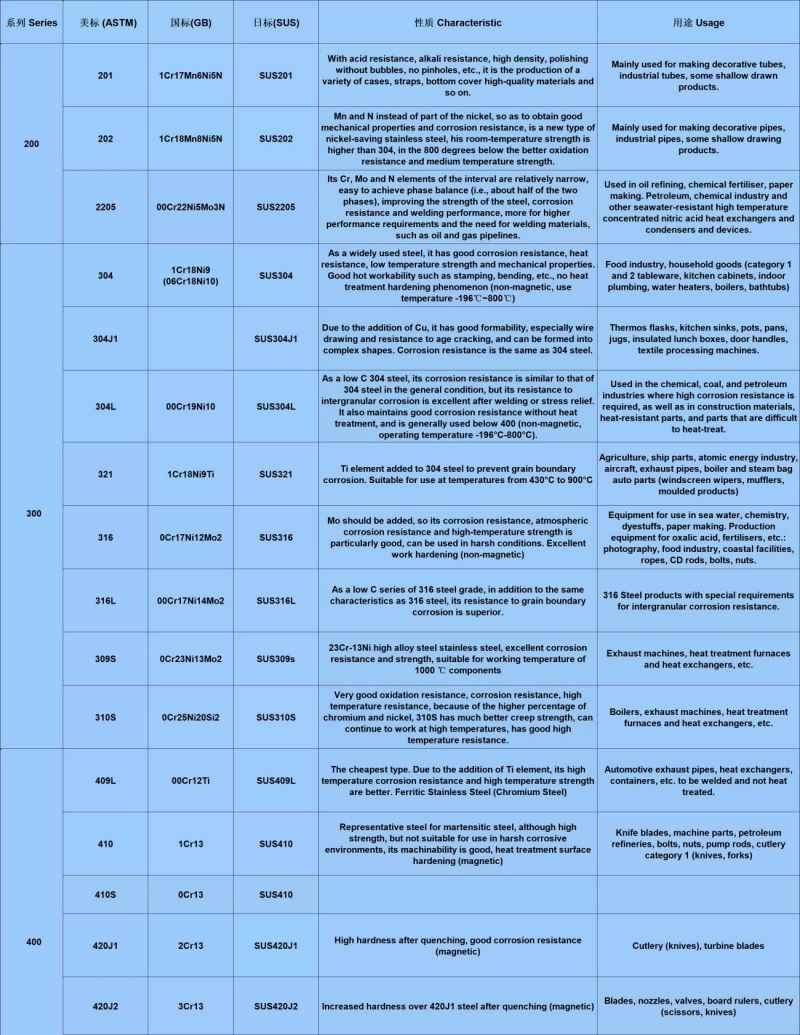
Charakteristika a použitie
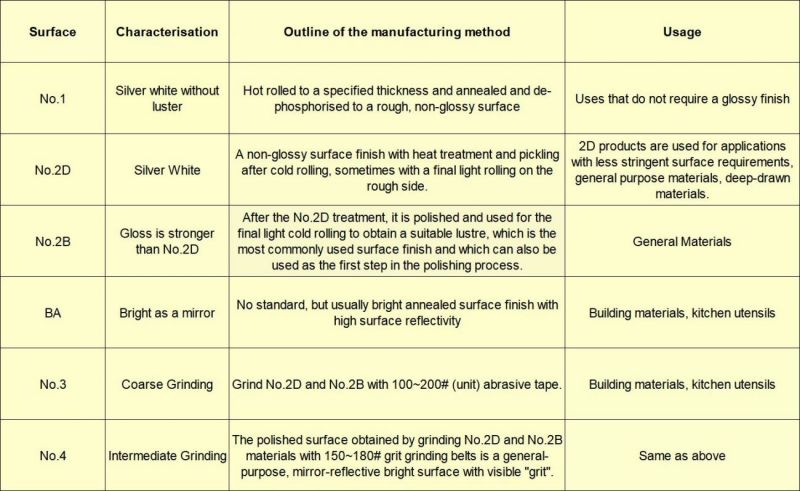
Povrchový proces
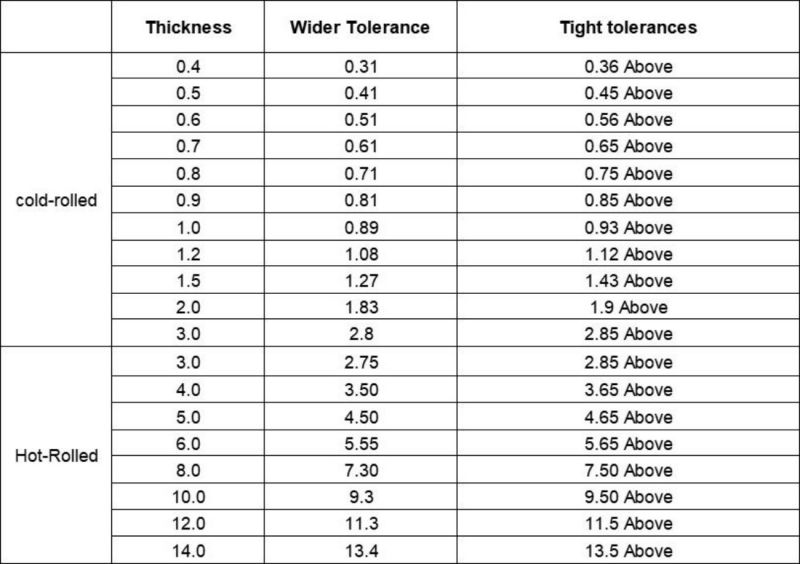
Rozdiel v hrúbke
1. Pretože oceliareň počas valcovania zahrieva valce v dôsledku miernej deformácie, hrúbka plechu sa pri valcovaní odchýli, pričom hrúbka plechu je zvyčajne v strede medzi dvoma stranami a hrúbka je tenká. Pri meraní hrúbky plechu podľa štátnych predpisov by sa mala hrúbka plechu merať v strede hlavy plechu.
2. Dôvod tolerancie je založený na dopyte trhu a zákazníkov, vo všeobecnosti sa delí na veľké a malé tolerancie.
V. Výroba a požiadavky na kontrolu
1. Potrubná doska
① tupé spoje rúrkových dosiek spájané pre 100 % kontrolu žiarením alebo UT, kvalifikovaná úroveň: RT: II UT: I úroveň;
② Okrem nehrdzavejúcej ocele, tepelné spracovanie na odľahčenie pnutia spájaných rúrkových dosiek;
③ odchýlka šírky mostíka otvoru rúrkovej dosky: podľa vzorca na výpočet šírky mostíka otvoru: B = (S - d) - D1
Minimálna šírka premostenia otvoru: B = 1/2 (S - d) + C;
2. Tepelné spracovanie rúrkovej skrine:
Uhlíková oceľ, nízkolegovaná oceľ zváraná s delenou priečkou potrubnej skrinky, ako aj potrubná skrinka s bočnými otvormi väčšími ako 1/3 vnútorného priemeru valcovej potrubnej skrinky, pri použití zvárania na odľahčenie napätia a tepelného spracovania by sa mali tesniace plochy prírub a priečok po tepelnom spracovaní opracovať.
3. Tlaková skúška
Keď je konštrukčný tlak v procese plášťa nižší ako procesný tlak v rúrke, aby sa skontrolovala kvalita pripojení rúrok výmenníka tepla a rúrkových dosiek
① Zvýšte skúšobný tlak v plášti pomocou programu potrubia v súlade s hydraulickou skúškou, aby ste skontrolovali, či nedochádza k úniku spojov potrubí. (Je však potrebné zabezpečiť, aby primárne filmové napätie plášťa počas hydraulickej skúšky bolo ≤0,9 ReLΦ)
② Ak vyššie uvedená metóda nie je vhodná, plášť sa môže po prejdení hydrostatickou skúškou opätovne otestovať na pôvodný tlak a potom sa plášť podrobí skúške úniku amoniaku alebo úniku halogénov.
Aký druh nehrdzavejúcej ocele nie je ľahko hrdzavý?
Existujú tri hlavné faktory, ktoré ovplyvňujú hrdzavenie nehrdzavejúcej ocele:
1. Obsah legujúcich prvkov. Vo všeobecnosti oceľ s obsahom chrómu 10,5 % ľahko nehrdzavie. Čím vyšší je obsah chrómu a niklu, tým lepšia je jej odolnosť voči korózii, napríklad materiál 304 s obsahom niklu 85 – 10 % a obsahom chrómu 18 % – 20 %, takáto nehrdzavejúca oceľ vo všeobecnosti nehrdzavie.
2. Proces tavenia výrobcu tiež ovplyvňuje odolnosť nehrdzavejúcej ocele voči korózii. Technológia tavenia je dobrá, moderné vybavenie, pokročilá technológia, veľké závody na výrobu nehrdzavejúcej ocele kontrolujú legujúce prvky, odstraňujú nečistôt a zaručujú reguláciu teploty chladenia polotovarov, takže kvalita výrobku je stabilná a spoľahlivá, má dobrú vnútornú kvalitu a ľahko nehrdzavie. Naopak, niektoré malé zariadenia oceliarní používajú zaostalú technológiu a proces tavenia, nečistoty sa nedajú odstrániť a počas výroby výrobok nevyhnutne hrdzavie.
3. Vonkajšie prostredie. Suché a vetrané prostredie ľahko nehrdzavie, zatiaľ čo vlhkosť vzduchu, neustále daždivé počasie alebo vzduch s vysokým obsahom kyslosti a zásaditosti ľahko hrdzavejú. Nerezová oceľ 304, materiál, hrdzavie, ak je okolité prostredie príliš zlé.
Ako sa vysporiadať s hrdzavými škvrnami z nehrdzavejúcej ocele?
1. Chemická metóda
Pomocou moriacej pasty alebo spreja napomáhate hrdzavým častiam repasivovať tvorbu filmu oxidu chrómu a obnoviť ich odolnosť proti korózii. Po morení je veľmi dôležité dôkladne opláchnuť vodou, aby sa odstránili všetky znečisťujúce látky a zvyšky kyselín. Po ošetrení a opätovnom vyleštení leštiacim zariadením je možné povrch uzavrieť leštiacim voskom. Na lokálne drobné hrdzavé škvrny je možné použiť aj zmes benzínu a oleja v pomere 1:1 a čistú handričku na ich utretie.
2. Mechanické metódy
Čistenie pieskovaním, čistenie sklenenými alebo keramickými časticami, otryskávanie, obliterácia, kefovanie a leštenie. Mechanické metódy majú potenciál odstrániť nečistoty spôsobené predtým odstránenými materiálmi, leštiacimi materiálmi alebo obliterovanými materiálmi. Všetky druhy nečistôt, najmä cudzie železné častice, môžu byť zdrojom korózie, najmä vo vlhkom prostredí. Preto by sa mechanicky čistené povrchy mali prednostne čistiť formálne za sucha. Použitie mechanických metód čistí iba ich povrch a nemení odolnosť samotného materiálu proti korózii. Preto sa odporúča povrch znovu vyleštiť leštiacim zariadením a po mechanickom čistení ho uzavrieť leštiacim voskom.
Bežne používané druhy a vlastnosti nehrdzavejúcej ocele v prístrojovom vybavení
Nerezová oceľ 1.304. Je to jedna z austenitických nehrdzavejúcich ocelí so širokým uplatnením a najširším využitím, vhodná na výrobu hlboko ťahaných výliskov a kyslých potrubí, nádob, konštrukčných dielov, rôznych typov telies prístrojov atď. Môže sa z nej vyrábať aj nemagnetické zariadenia a diely odolné voči nízkym teplotám.
Nerezová oceľ 2.304L. Aby sa vyriešila precipitácia Cr23C6 spôsobená nerezovou oceľou 304, existuje v niektorých podmienkach vážny sklon k medzikryštalickej korózii a vývoj ultranízkouhlíkovej austenitickej nehrdzavejúcej ocele, jej senzibilizovaný stav odolnosti voči medzikryštalickej korózii je výrazne lepší ako u nehrdzavejúcej ocele 304. Okrem mierne nižšej pevnosti má nehrdzavejúca oceľ 321 aj ďalšie vlastnosti, ktoré sa používajú hlavne na zariadenia a komponenty odolné voči korózii, a nie je možné ich zvárať v roztoku, takže sa môžu použiť na výrobu rôznych typov prístrojov.
Nerezová oceľ 3.304H. Vnútorná vetva z nehrdzavejúcej ocele 304, hmotnostný podiel uhlíka 0,04 % ~ 0,10 %, výkon pri vysokých teplotách je lepší ako u nehrdzavejúcej ocele 304.
Nerezová oceľ 4.316. Oceľ 10Cr18Ni12 je vyrobená s pridaním molybdénu, vďaka čomu má oceľ dobrú odolnosť voči redukčným médiám a korózii v bodkovej korózii. V morskej vode a iných médiách je odolnosť proti korózii lepšia ako u nehrdzavejúcej ocele 304 a používa sa hlavne na výrobu materiálov odolných voči bodkovej korózii.
Nerezová oceľ 5.316L. Ultranízkouhlíková oceľ s dobrou odolnosťou voči senzibilizovanej medzikryštalickej korózii, vhodná na výrobu zváraných dielov a zariadení s hrubým prierezom, ako sú petrochemické zariadenia, z materiálov odolných voči korózii.
Nerezová oceľ 6.316H. Vnútorná vetva z nehrdzavejúcej ocele 316, hmotnostný podiel uhlíka 0,04 % – 0,10 %, výkon pri vysokých teplotách je lepší ako u nehrdzavejúcej ocele 316.
Nerezová oceľ 7.317. Odolnosť voči bodkovej korózii a odolnosť voči tečeniu je lepšia ako u nehrdzavejúcej ocele 316L, ktorá sa používa pri výrobe zariadení odolných voči korózii v petrochemickom priemysle a organických kyselinách.
Nerezová oceľ 8.321. Titánom stabilizovaná austenitická nehrdzavejúca oceľ, pridaním titánu na zlepšenie odolnosti voči medzikryštalickej korózii a dobrými mechanickými vlastnosťami pri vysokých teplotách, môže byť nahradená austenitickou nehrdzavejúcou oceľou s ultranízkym obsahom uhlíka. Okrem odolnosti voči korózii pri vysokých teplotách alebo vodíku a iných špeciálnych prípadoch sa všeobecne neodporúča.
Nerezová oceľ 9.347. Nióbom stabilizovaná austenitická nehrdzavejúca oceľ, niób pridaný na zlepšenie odolnosti voči medzikryštalickej korózii, odolnosti voči korózii v kyselinách, zásadách, soliach a iných korozívnych médiách s nerezovou oceľou 321, dobrým zváracím výkonom, môže byť použitá ako materiál odolný voči korózii a žiaruvzdorná oceľ používaná hlavne v tepelnej energii, petrochemických oblastiach, ako je výroba nádob, potrubí, výmenníkov tepla, šácht, priemyselných pecí v rúrkových peciach a teplomerov do rúrkových pecí atď.
Nerezová oceľ 10.904L. Super kompletná austenitická nerezová oceľ, super austenitická nerezová oceľ, ktorú vynašiel Fín Otto Kemp, má hmotnostný podiel niklu 24 % až 26 %, hmotnostný podiel uhlíka menej ako 0,02 % a vynikajúcu odolnosť proti korózii. V neoxidujúcich kyselinách, ako je kyselina sírová, octová, mravčia a fosforečná, má veľmi dobrú odolnosť proti korózii a zároveň dobrú odolnosť voči štrbinovej korózii a odolnosť voči korózii pod napätím. Je vhodná pre rôzne koncentrácie kyseliny sírovej pod 70 ℃ a má dobrú odolnosť proti korózii voči kyseline octovej a zmesi kyseliny mravčej a kyseliny octovej akejkoľvek koncentrácie a akejkoľvek teplote za normálneho tlaku. Pôvodná norma ASMESB-625 ju zaraďuje medzi zliatiny na báze niklu a nová norma ju zaraďuje medzi nerezovú oceľ. Čína používa iba približnú triedu ocele 015Cr19Ni26Mo5Cu2, niekoľko európskych výrobcov nástrojov používa kľúčové materiály z nehrdzavejúcej ocele 904L, napríklad meracie trubice hmotnostného prietokomeru E + H používajú nehrdzavejúcu oceľ 904L a puzdrá hodiniek Rolex tiež používajú nehrdzavejúcu oceľ 904L.
Nerezová oceľ 11.440C. Martenzitická nerezová oceľ, kaliteľná nerezová oceľ, nerezová oceľ s najvyššou tvrdosťou, tvrdosťou HRC57. Používa sa hlavne na výrobu trysiek, ložísk, ventilov, cievok ventilov, sediel ventilov, puzdier, driekov ventilov atď.
Nerezová oceľ 12.17-4PH. Martenzitická precipitačne kalená nerezová oceľ s tvrdosťou HRC44, vysokou pevnosťou, tvrdosťou a odolnosťou proti korózii, sa nedá použiť pri teplotách vyšších ako 300 ℃. Má dobrú odolnosť proti korózii voči atmosférickým aj zriedeným kyselinám alebo soliam a jej odolnosť proti korózii je rovnaká ako u nerezovej ocele 304 a 430, ktorá sa používa pri výrobe pobrežných plošín, lopatiek turbín, cievok, sediel, puzdier a driekov ventilov.
V oblasti prístrojového vybavenia, v kombinácii s otázkami všeobecnosti a nákladov, je konvenčným poradím výberu austenitickej nehrdzavejúcej ocele 304-304L-316-316L-317-321-347-904L, z ktorých 317 sa používa menej bežne, 321 sa neodporúča, 347 sa používa na koróziu pri vysokých teplotách, 904L je iba predvoleným materiálom niektorých komponentov jednotlivých výrobcov, konštrukcia vo všeobecnosti neprevezme iniciatívu pri výbere 904L.
Pri výbere návrhu prístrojového vybavenia sa zvyčajne používajú rôzne materiály prístrojového vybavenia a materiály potrubí. Najmä pri vysokých teplotách musíme venovať osobitnú pozornosť výberu materiálov prístrojového vybavenia, aby sme splnili požiadavky na teplotu a tlak procesného zariadenia alebo potrubia. Napríklad pri vysokoteplotnom potrubí z chróm-molybdénovej ocele je pri výbere prístrojového vybavenia z nehrdzavejúcej ocele veľmi pravdepodobný problém. Preto je potrebné poradiť sa s príslušným teplotným a tlakomerom materiálu.
Pri výbere konštrukcie prístroja sa často stretávame s rôznymi systémami, sériami a druhmi nehrdzavejúcej ocele. Výber by mal byť založený na špecifických procesných médiách, teplote, tlaku, namáhaných častiach, korózii, nákladoch a ďalších aspektoch.
Čas uverejnenia: 11. októbra 2023