História vývoja bezšvíkových oceľových rúr
Výroba bezšvíkových oceľových rúr má takmer 100-ročnú históriu. Nemeckí bratia Mannesmannovci vynašli v roku 1885 dvojvalcový priečne valcovací prerážač a v roku 1891 periodickú valcovňu rúr. V roku 1903 švajčiarsky RC Stiefel vynašiel automatickú valcovňu rúr (známu aj ako horná valcovňa rúr). Následne sa objavili rôzne rozširujúce stroje, ako napríklad kontinuálna valcovňa rúr a zdvíhací stroj na rúry, ktoré začali formovať moderný priemysel bezšvíkových oceľových rúr. V 30. rokoch 20. storočia sa vďaka použitiu trojvalcovej valcovne rúr, extrudéra a periodickej valcovne za studena zlepšila rozmanitosť a kvalita oceľových rúr. V 60. rokoch 20. storočia sa vďaka zdokonaleniu kontinuálnej valcovne rúr a vzniku trojvalcových prerážačov, najmä vďaka úspechu valcovne na znižovanie napätia a kontinuálneho odliatku, zlepšila efektivita výroby a zvýšila sa konkurencieschopnosť medzi bezšvíkovými a zváranými rúrami. V 70. rokoch 20. storočia bezšvíkové a zvárané rúry držali krok a svetová produkcia oceľových rúr sa zvyšovala tempom viac ako 5 % ročne. Od roku 1953 Čína prikladá dôležitosť rozvoju priemyslu bezšvíkových oceľových rúr a pôvodne vytvorila výrobný systém na valcovanie všetkých druhov veľkých, stredných a malých rúr. Medené rúry sa vo všeobecnosti tiež používajú na priečne valcovanie a dierovanie sochorov.
Použitie a klasifikácia bezšvíkových oceľových rúr
Aplikácia:
Bezšvíkové oceľové rúry sú druhom ekonomickej profilovej ocele, ktorá hrá veľmi dôležitú úlohu v národnom hospodárstve. Široko sa používajú v ropnom a chemickom priemysle, kotloch, elektrárňach, lodiach, strojárstve, automobilovom priemysle, letectve, kozmonautike, energetike, geológii, stavebníctve, vojenskom priemysle a ďalších odvetviach.
Klasifikácia:
① Podľa tvaru prierezu: rúra s kruhovým prierezom a rúra so špeciálnym prierezom.
② podľa materiálu: rúra z uhlíkovej ocele, rúra z legovanej ocele, rúra z nehrdzavejúcej ocele a kompozitná rúra.
③ podľa spôsobu pripojenia: závitové pripojenie potrubia a zvárané potrubie.
④ podľa spôsobu výroby: rúry valcované za tepla (extrúzia, zdvíhanie a rozťahovanie) a rúry valcované za studena (ťahanie).
⑤ podľa účelu: kotlové potrubie, potrubie na ropný vrt, potrubie, konštrukčné potrubie a potrubie na chemické hnojivá.
Technológia výroby bezšvíkových oceľových rúr
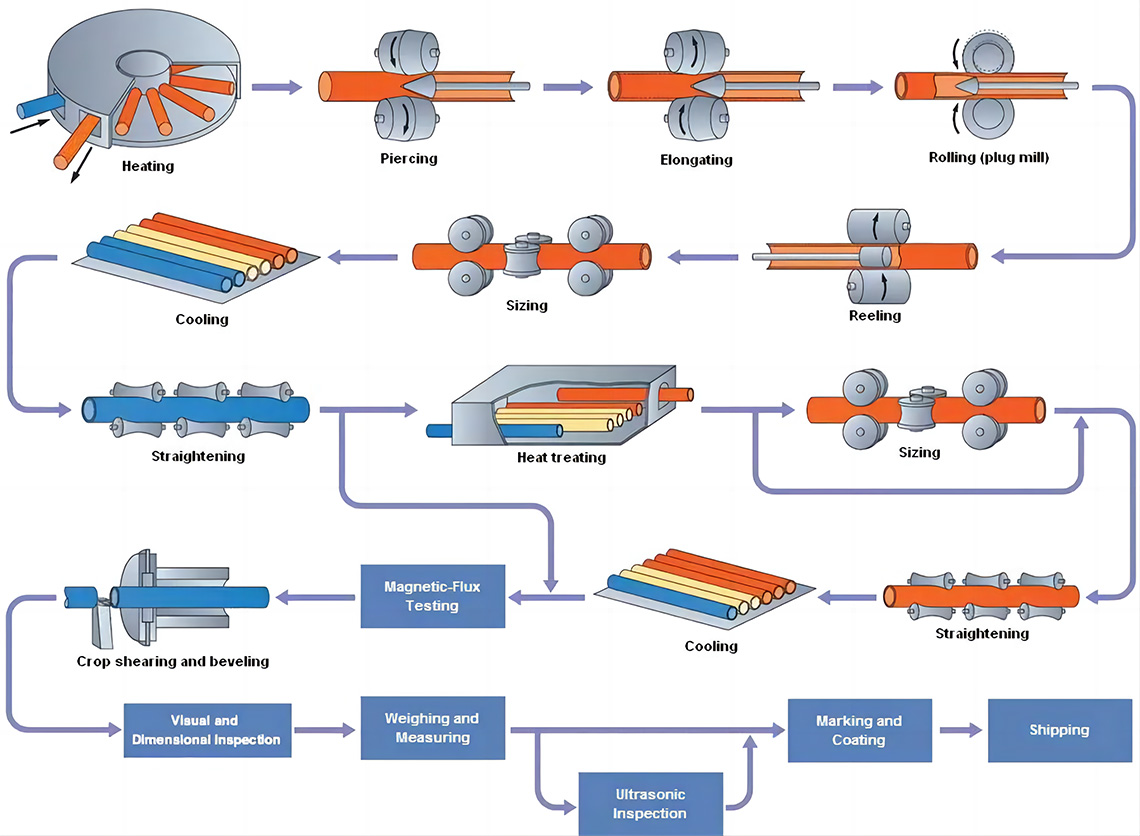
① Hlavný výrobný proces (hlavný kontrolný proces) bezšvíkových oceľových rúr valcovaných za tepla:
Príprava a kontrola polotovarov rúr → ohrev polotovarov rúr → perforácia → valcovanie rúr → opätovný ohrev surovej rúry → dimenzovanie (redukcia) → tepelné spracovanie → rovnanie hotovej rúry → konečná úprava → kontrola (nedeštruktívna, fyzikálna a chemická, skúška na laboratórnom stole) → skladovanie.
② Hlavné výrobné procesy bezšvíkových oceľových rúr valcovaných za studena (ťahaných)
Príprava polotovaru → morenie a mazanie → valcovanie za studena (ťahanie) → tepelné spracovanie → rovnanie → konečná úprava → kontrola.
Vývojový diagram výrobného procesu bezšvíkových oceľových rúr valcovaných za tepla je nasledovný:
Čas uverejnenia: 14. septembra 2023